 當前位置:
當前位置: 
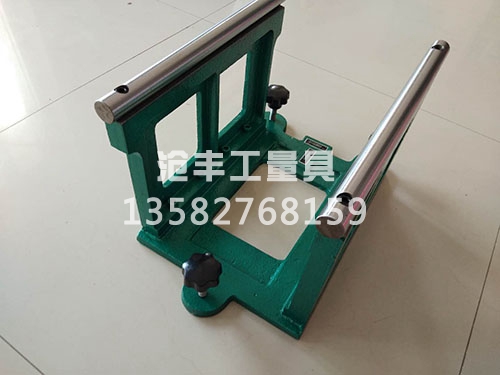
江蘇砂輪平衡支架
砂輪平衡支架選用材料作平衡軸,經(jīng)熱處理以及的加工與裝配故而,性能(néng)穩定是一理想的機床附件。一般直徑大于125mm的砂輪都(dōu)要進(jìn)行平衡,

砂輪平衡支架的原理:
砂輪平衡支架選用材料作平衡軸,經(jīng)熱處理以及的加工與裝配故而,性能(néng)穩定是一理想的機床附件。一般直徑大于125mm的砂輪都(dōu)要進(jìn)行平衡,使砂輪的重心與其旋轉軸線重合。不平衡的砂輪在高速旋轉時(shí)會(huì)産生振動,影響加工質量和機床精度,嚴重時(shí)還(hái)會(huì)造成(chéng)機損壞和砂輪碎裂.引起(qǐ)不平衡的原困主要是砂輪各部分密度不均勻,幾何形狀不對(duì)稱以及安裝偏心等。因此在安裝砂輪之前都(dōu)要進(jìn)行平衡,砂輪的平衡有靜平衡和動平衡兩(liǎng)種(zhǒng)。一般情況下,隻需作靜平衡,但在高速磨削(速度大于50m/s)和高速度磨削時(shí),進(jìn)行動平衡。平衡時(shí)將(jiāng)砂輪裝在平衡心軸上,然後(hòu)把裝好(hǎo)心軸的砂輪平放到砂輪平衡支架的平衡導軌上,砂輪會(huì)作來回擺動,直至擺動停止。平衡的砂輪可以在任意位置都(dōu)靜止不動。如果砂輪不平衡,則其較重部分總是轉到下面(miàn).這(zhè)時(shí)可移動平衡塊的位置使其達到平衡。
砂輪平衡支架的操作:
1、平衡檢查的範圍:按GB2492—84的規定,下列型号的砂輪應進(jìn)行平衡檢查:钹形砂輪和直徑爲150mm及大且重量在0.2kg以上的陶瓷、樹脂及橡膠結合劑普通砂輪。筒形砂輪、筒形帶槽、磨磚砂輪、螺栓緊固平行砂輪、孔槽砂輪、杯形、碗形、無心磨導輪和磨軸承球基面(miàn)砂輪不作平衡檢查。
2、檢測工具及檢查設備:軸輥式平衡器、平衡心軸、平衡砝碼、水平儀,ф200平衡盤和扳手。
3、平衡器和平衡軸的要求及調整方法:所有平衡器鋼軸和平衡心軸應符合标準規定。平衡器上兩(liǎng)根鋼軸直徑應相同,表面(miàn)粗糙度Ra≤1.6um,硬度HRc≥50;兩(liǎng)根鋼軸應保持平行,使用前用水平儀校正、調整,使兩(liǎng)根軸輥處于水平狀态并處于同一平面(miàn)上;檢驗用的平衡心軸表面(miàn)粗糙度Ra≤1.6um,硬度HRc≥50,并應預先經(jīng)過(guò)平衡,若不平衡,用調整平衡塊進(jìn)行調整。平衡器每半年應檢定一次其靈敏度,用D32平衡軸和ф200平衡盤檢測靜平衡系統的剩餘不平衡量,其值應不大于160g·mm,同時(shí)平衡器應每年由機械部第四計量測試中心站或其委托機構檢定一次并開(kāi)具檢定合格證書。
 13582768159
13582768159




